Solving A Problem
We had received several SHIELDS reports regarding trucks encountering the sampling racks at our Hot-Mix Asphalt (HMA) Plants. Fortunately, no one had been injured because of these incidents.
[The SHIELDS process (Sharing Hazards, Identifying, Educating, Locating & Developing Solutions) is a method of reporting incidents sometimes referred to as “near misses” or “close calls.” Our Continuous Improvement Team #3 developed this process to improve the sharing of information across the entire company.]
Borrowing from our Colas Goal Zero Process, we assembled a cross-functional Continuous Process Improvement (CPI) Team to investigate the issue and determine a solution. The Team met in December 2017, and the event was facilitated by our own Kari Wagner, Quality Control Technician for Heartland Asphalt Materials, Inc. Personnel from our quality control laboratories in each state (Arkansas, Illinois, and Missouri) participated in the project.
The CPI Team consisted of Shannon Sinn, Missouri Quality Control Manager; Daryl Masingale, Quality Control Manager; Luke Stoverink, Quality Control Technician Missouri; Cody Cooper, Assistant Quality Control Manager Arkansas; and Chad Brown, Quality Control Technician Arkansas. Other participants were Jason Davis and Joe Bartholomew, formerly of Delta.
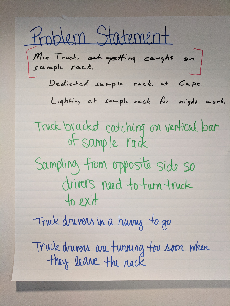
The Current Situation was described as follows:
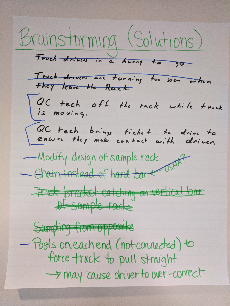
- Mix trucks are getting caught on the sampling rack: truck bracket is catching on vertical bar of sampling rack.
- Truck drivers are in a hurry to go, so may not notice if bracket catches sampling rack.
- Truck drivers are turning too sharply when they leave the sampling rack.
- During a Root Cause Analysis, the Team determined the trucks were simply turning too soon when leaving the sampling rack and/or the trucks were getting too close to the sampling rack.
The Ideal (Desired) State was to ensure the trucks couldn’t run into the sampling racks, or hook the truck bracket on the sampling rack. The Team also wanted to ensure the trucks were at a safe distance from the sampling rack before turning.
The Team formulated an Action Plan which included the following:
- Check OSHA/MSHA/Colas 6S for sampling rack requirements.
- Re-design the sampling rack with information learned in step 1 with site-specific conditions and requirements.
- Each individual location to install protective measures around the sampling rack, along with standard signage.
- Train Quality Control Technicians, Truck Drivers, and Trucking Coordinators in the new process for sampling mix out of the trucks.
- Step 2 above also included constructing and installing one sampling rack at the HMA Plant in Cape Girardeau, Missouri as a pilot program. This would allow the Team and others to test and monitor the results of one newly designed sampling rack and process, then make adjustments prior to implementing at the other HMA Plants.
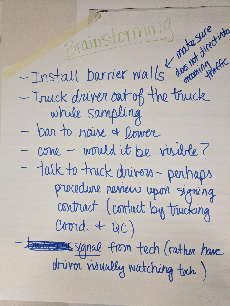
The photo below shows a portion of the A-3 Storyboard, which is often utilized to capture the CPI process discussion.

Taking Action
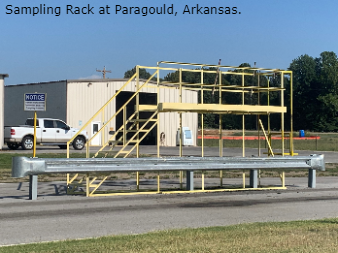
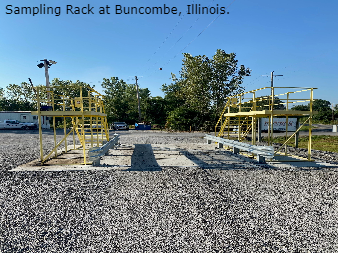
“We have them up at all of our plant locations in Arkansas. In Illinois, we have them up at Buncombe. At Mt Vernon, we decided that the original sample racks were sufficient in design for that location. In Missouri, we currently have them up at all locations except for Poplar Bluff. The sample rack there was moved to the Dexter location to accommodate the portable plant. We plan to move a sample rack from Illinois to the Poplar Bluff location to get that location set up and taken care of,” explained Daryl Masingale.
It has taken several years to design, construct, test, modify, and install the sampling racks at our production facilities. However, as you can see in the photos, we are making progress to improve the safety and efficiency of the sampling process.
Facilitator Kari Wagner shared: “CPI is a continuous process, never really ending. Improvements are always ongoing, even if it takes three years to see through, these projects aren’t just done and forgotten. They were chosen for a reason and the fact that after three years the project is still being worked on just means that it is following the ‘continuous process improvement’ and we are still learning as we go. Some people think it took three years because we forgot or decided it wasn’t important enough; but, the fact that it’s being reviewed after three years means it’s still following the CPI process through and through.”
We thank the members of the CPI Team and the Facilitator for their willingness to participate in this project and for their perseverance to see it through.
If you have issues, concerns, or problems, we encourage you to bring it to the attention of your supervisor or manager. It might just be the next CPI project!